

7 Years parts & labour warranty
Close
7 Years parts & labour warranty

Brand and Marketing Manager EMEA

Below, we explore more about what goes into True’s in-house development processes and what it takes to produce the equipment that you, like so many other operators around the globe, can depend on day after day, year after year.

In 2025, we’ll have been manufacturing commercial refrigeration equipment for 80 years. We’ve achieved this milestone by consistently innovating, improving reliability and adding value to our products, which in an industry so driven by price, is no small feat.
True doesn’t believe that ‘best value’ comes from offering tiered products for different budgets or that commercial refrigeration should be seen as something you replace often. Instead, we believe in making products durable, reliable and repairable, helping your business to succeed over the longer-term.
To achieve this, all True products benefit from a continual development cycle. We listen to our customers to understand their requirements, to our suppliers about their latest components and we’re always developing new technologies at our research and development facilities in the US, Europe and the UK.
It’s a process which doesn’t have an end, with incremental improvements constantly coming through in revisions to products which True has manufactured for many years.
Recently, our Glass Door Merchandiser range (which True first launched in the 1960s) underwent another significant period of redevelopment.
The versions of the products available today boast some of the best energy credentials on the market, whilst still managing to uphold the steadfast performance and holding temperature range for which True is globally renowned.
While we claim to be ‘The world’s #1 manufacturer of glass door merchandisers’, we’re also the manufacturers of the heavy-duty shelves inside the unit. Your products are illuminated by our own in-house produced LED lighting and even the hermetically sealed double and triple-glazed glass door panels are assembled by us at our True production facilities.
The goal is to ensure the total quality of the product that we supply to you, something which can only be achieved by our meticulous approach to research, testing and development. This dedication also gives us the confidence to offer the best standard product warranty in the industry.
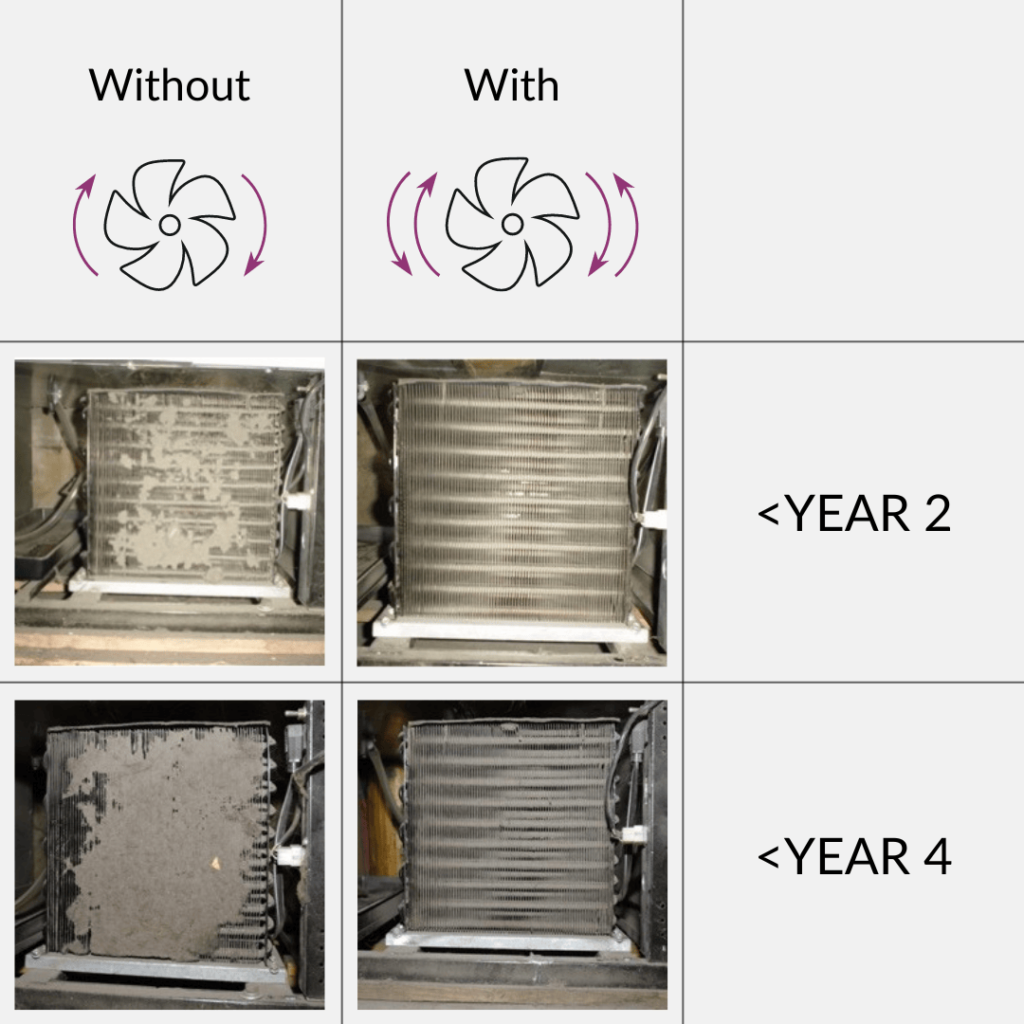
A longstanding example of the innovation that True builds into our products is the self-cleaning Reverse Condensing Unit (RCU) fan motor.
It is a fact that the most common cause of equipment failure across all commercial refrigeration is restricted airflow to the condenser. Without the periodic cleaning which all products on the market require to operate efficiently, the performance and the overall longevity of the cabinet can be severely impacted.
To combat this fact and assist operators with reducing their maintenance requirement, we incorporate a special motor into every True product that helps reduce the build-up of dirt and debris by periodically reversing the direction of the fan.
Once the temperature inside the cabinet is achieved, instead of pulling in air, the motor periodically changes direction to blow outward, removing some of the accumulated build-up from the condenser coil.
During the development of this technology, part of the testing undertaken was to set up two True GDMs side by side – one with the RCU self-cleaning motor and one without. The units were left to run for 4 years without any condenser cleaning. During this time, we noted that, on average, the unit with the technology consumed 20% less energy than the one without.
While not a substitute for regular maintenance, this feature is proven to extend product lifespan and enhance efficiency, serving as just one example of the additional features that set True apart in the industry.
Another example of our commitment to meeting the needs of demanding kitchen environments is the inclusion of our lifetime-guaranteed door hinges on our full-size upright T-Series products. These products are used in some of the toughest kitchen environments worldwide, and they need to perform consistently, day after day, year after year.
We’re so confident in the durability of our T-Series door hinges that we guarantee you’ll never have to pay to fix a material defect issue throughout the cabinet’s long lifespan.
With the European Commission and UK Government now mandating Minimum Energy Performance Standards and Energy Labelling for certain types of commercial refrigeration, manufacturers face increased regulatory testing requirements.
The applicable European “EN” and International “ISO” testing standards are highly technical processes, typically handled by specialist consultants and academic laboratories. Consequently, most producers outsource regulatory testing to third parties.
In this regard, True stands out again, by investing in the equipment and personnel to perform its own in-house testing. Our facilities hold independent accreditation with ISO/IEC 17025 from UKAS, the international standard for testing and calibration laboratories.
This accreditation demonstrates True’s ability to consistently produce accurate and unbiased test results, providing indisputable evidence of our product performance and energy efficiency to customers and authorities.
The ability to test in-house is another key aspect of our product development cycle, allowing us to test and iterate new technologies and prototypes quicker, keeping True ahead of the curve. It’s an approach which has allowed us to become the preferred refrigeration partner to many established and emerging brands, internationally.
At True’s accredited testing facilities in the UK, we conduct the EN 16825 test, which specifically applies to the ‘Professional Refrigerated Storage Cabinets’ (PRSC) energy labelling category. These are the types of fridges and freezers commonly found in commercial kitchens.
Tests are carried out in controlled environment chambers which can be set to hold specific conditions, such as 30°C or 40°C with a preset amount of Relative Humidity (RH). These ambient temperatures have been chosen to mirror conditions typical of commercial kitchen environments and are known as different ‘Climate Classes’. You can find the Climate Class of a PRSC product at the bottom-right of its energy label, indicated by a number 4 or 5.
Climate Class 4 (CC4) indicates that the product was able to perform successfully (i.e. maintain the required internal temperatures whilst not exceeding energy consumption limits) whilst undergoing the test in a 30°C ambient environment. Upon success at CC4, the manufacturer can attempt to retest at 40°C, with further success resulting in a label stating Climate Class 5. This is the outcome that True strives for with all its storage cabinets.
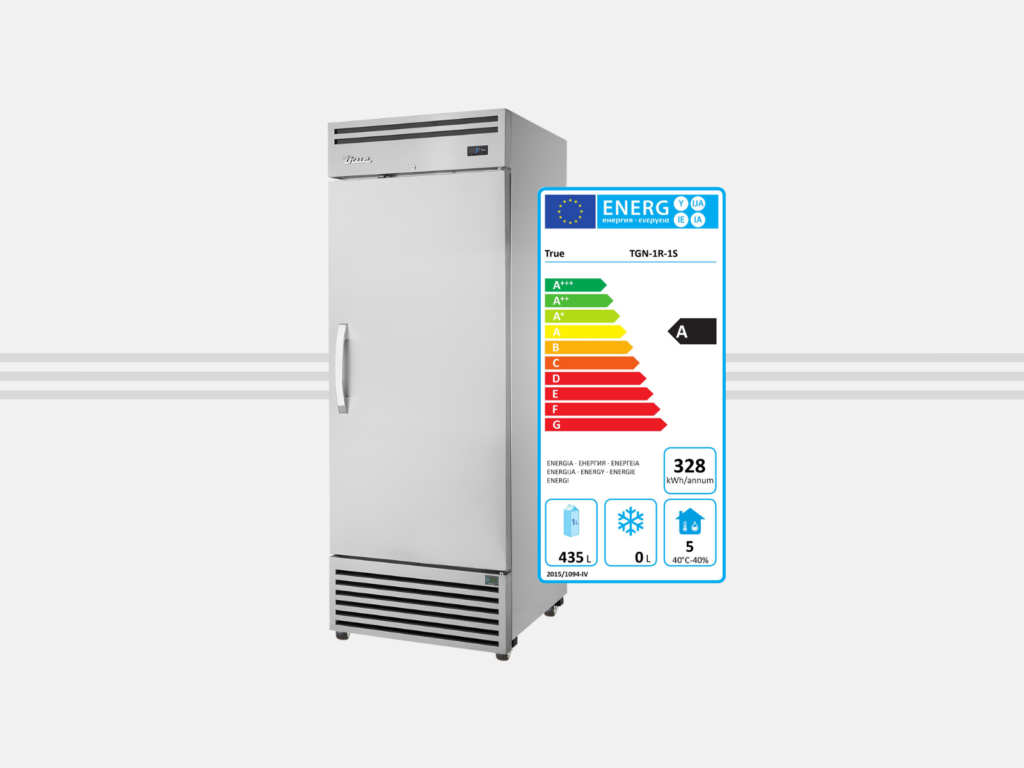
Although it might not be obvious, the kWh/annum consumption figure stated on a Climate Class 5 label is actually taken from the original test conducted at 30°C. This is to allow all PRSC product labels to be compared on a like-for-like basis.
To help assist operators in selecting and comparing the right products we developed the Energy and Greenhouse Gas Equivalencies Calculator for Commercial Refrigeration, a simple online tool that can help you assess the operating costs and the environmental impact of your cooling solutions.
Our unwavering commitment to innovation, reliability, and durability is evident in the cutting-edge technology that powers our commercial kitchen equipment in kitchens all around the world.
This isn’t an idle boast but the result of the incredible investment and dedication which goes into the ongoing development, testing and improvement of our products.
If you’re looking to learn more about our commercial refrigeration, speak to us today to discover the benefits of our wide product range.

